工業(yè)制造的精密利刃 銑刀的多維解析
銑刀,作為現(xiàn)代機(jī)械加工特別是金屬切削領(lǐng)域的核心刀具之一,其重要性不言而喻。它如同金屬世界的雕刻師,在高速旋轉(zhuǎn)中,以其鋒利的刃口精確地切除工件材料,塑造出形狀各異、精度要求極高的零件。從龐大的航空航天構(gòu)件到精密的電子元件,從汽車發(fā)動機(jī)的復(fù)雜部件到日常用品的模具,銑刀的身影無處不在。
一、銑刀的基本構(gòu)造與工作原理
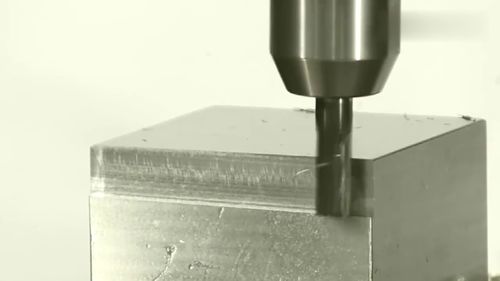
銑刀本質(zhì)上是一種多刃旋轉(zhuǎn)刀具,其切削刃分布在圓柱面或端面上。工作時(shí),它被安裝在銑床、加工中心或數(shù)控機(jī)床上,由主軸驅(qū)動高速旋轉(zhuǎn)。工件被固定在機(jī)床工作臺上,按預(yù)定軌跡進(jìn)給。銑刀的每一個(gè)齒在旋轉(zhuǎn)中依次切入工件,通過擠壓和剪切作用移除材料,形成所需的平面、溝槽、輪廓或型腔。與單點(diǎn)切削的車刀不同,銑刀的多齒設(shè)計(jì)實(shí)現(xiàn)了斷續(xù)切削,這既提高了加工效率,也對刀具的材質(zhì)、幾何角度和動平衡提出了更高要求。
二、銑刀的主要類型與應(yīng)用場景
銑刀家族龐大,種類繁多,以適應(yīng)不同的加工需求。
- 按安裝方式分類:
- 套裝銑刀:具有安裝孔,通過刀桿或心軸固定,常用于臥式銑床,加工較寬的平面。
- 帶柄銑刀:具有直柄或錐柄,直接或通過夾頭安裝在主軸錐孔中,是現(xiàn)代立式加工中心最常用的類型,靈活性極高。
- 按結(jié)構(gòu)分類:
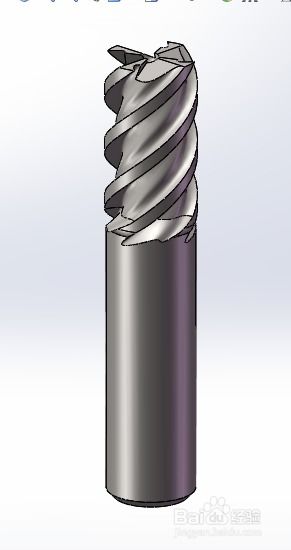
- 整體銑刀:刀體和切削部分由同一塊材料(如高速鋼或整體硬質(zhì)合金)制成,剛性好,精度高,廣泛用于精加工。
- 焊接式/機(jī)夾式銑刀:將硬質(zhì)合金刀片通過焊接或機(jī)械夾固的方式安裝在刀體上。刀體可重復(fù)使用,經(jīng)濟(jì)性高,尤其適用于粗加工和重型切削。
- 可轉(zhuǎn)位銑刀:使用可轉(zhuǎn)位刀片,當(dāng)一條切削刃磨損后,可快速轉(zhuǎn)位或更換新刀片,極大提升了加工效率和刀具管理便利性,是現(xiàn)代大批量生產(chǎn)的首選。
- 按功能與形狀分類:
- 面銑刀:用于加工大平面,刀齒主要分布在端面,直徑較大,切削效率高。
- 立銑刀:最通用的類型,刃齒分布在圓柱面和端面上,可用于銑削平面、臺階、溝槽及復(fù)雜輪廓。其中,球頭立銑刀是加工三維曲面(如模具型腔)的關(guān)鍵工具。
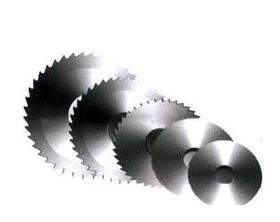
- 三面刃銑刀/鋸片銑刀:側(cè)壁也有切削刃,專門用于開槽和切斷。
- 成形銑刀:切削刃形狀與工件最終輪廓一致,用于批量加工特定形狀,如齒輪銑刀。
三、銑刀材料的發(fā)展與選擇
銑刀的性能很大程度上取決于其切削部分的材料。其演進(jìn)史是一部追求更高硬度、耐磨性、紅硬性(高溫下保持硬度的能力)和韌性的歷史。
- 高速鋼(HSS):早期的代表,韌性好,可制造復(fù)雜形狀刀具,但耐熱性較差,多用于低速、輕載或形狀復(fù)雜的銑刀。
- 硬質(zhì)合金:當(dāng)今的主流。由高硬度、高耐磨性的碳化鎢顆粒與鈷等金屬粘結(jié)劑燒結(jié)而成。其硬度遠(yuǎn)高于高速鋼,允許更高的切削速度和進(jìn)給率,顯著提升了加工效率。根據(jù)晶粒粗細(xì)和成分,又細(xì)分為多種牌號,以適應(yīng)加工不同材料(如鋼、鑄鐵、不銹鋼、高溫合金、有色金屬等)的需求。
- 涂層技術(shù):在硬質(zhì)合金基體上,通過化學(xué)或物理氣相沉積法涂覆一層(或多層)極薄的氮化鈦(TiN)、氮鋁鈦(TiAlN)、金剛石(DLC)等超硬涂層。涂層能有效減少摩擦、降低切削熱、提高抗氧化和抗磨損能力,使刀具壽命成倍延長。
- 超硬材料:包括陶瓷(氧化鋁、氮化硅)、立方氮化硼(CBN)和聚晶金剛石(PCD)。它們具有極高的硬度和熱穩(wěn)定性,主要用于高速精加工淬硬鋼、鑄鐵以及高硅鋁合金等難加工材料。
四、銑削加工的核心挑戰(zhàn)與優(yōu)化策略
使用銑刀進(jìn)行高效、精密加工并非易事,面臨諸多挑戰(zhàn):
- 切削力與振動:斷續(xù)切削易引發(fā)周期性沖擊和振動,影響表面質(zhì)量、加工精度并縮短刀具壽命。對策包括選擇合理的齒數(shù)(密齒利于精加工,疏齒利于排屑粗加工)、采用不等齒距設(shè)計(jì)以打破諧振、以及優(yōu)化切削參數(shù)(切深、進(jìn)給、轉(zhuǎn)速)。
- 排屑與散熱:封閉區(qū)域的銑削(如型腔)排屑困難,切屑易劃傷已加工表面或纏繞刀具。良好的容屑槽設(shè)計(jì)、高壓冷卻液的應(yīng)用以及恰當(dāng)?shù)穆菪沁x擇,是改善排屑的關(guān)鍵。
- 刀具磨損與壽命管理:后刀面磨損、月牙洼磨損、崩刃是主要失效形式。通過匹配工件材料選擇正確的刀具材質(zhì)與涂層、采用適宜的冷卻潤滑方式、并借助傳感器和數(shù)控系統(tǒng)進(jìn)行刀具狀態(tài)監(jiān)控與壽命預(yù)測,是實(shí)現(xiàn)智能化生產(chǎn)、控制成本的重要環(huán)節(jié)。
###
銑刀,這一看似簡單的工業(yè)部件,實(shí)則凝聚了材料科學(xué)、機(jī)械設(shè)計(jì)、切削力學(xué)和制造工藝的尖端智慧。隨著數(shù)字化、智能化制造的深入推進(jìn),銑刀正朝著更加專用化、復(fù)合化、智能化的方向發(fā)展。自適應(yīng)切削刀具、內(nèi)置傳感器的“智能刀具”或?qū)⒊霈F(xiàn),它們能實(shí)時(shí)感知切削狀態(tài)并自動調(diào)整,將金屬加工的精度與效率推向新的高峰。從本質(zhì)上講,銑刀的進(jìn)化史,就是一部人類不斷追求更高制造精度與效率的微觀縮影。
如若轉(zhuǎn)載,請注明出處:http://www.xutianzeng.cn/product/2.html
更新時(shí)間:2026-04-06 16:38:10